
Smart labels transform how you manage inventory by linking each item to real-time digital data. You gain instant updates and accurate stock visibility, reducing costly errors and delays.
- RFID smart labels enable contactless, real-time tracking, improving supply chain accuracy.
- Electronic Shelf Labels and solutions like ESL Gateway AP and ESL Price Tag streamline inventory in Esl Retail settings.
- Automated processes with smart labels help you minimize human error and boost operational efficiency.
With these technologies, you can make faster, data-driven decisions that improve customer service and reduce waste.
How Smart Labels Deliver Real-Time Inventory Insights
Instant Data Capture and Transmission
Linking Physical Items to Digital Platforms
Smart labels bridge the gap between your physical inventory and digital management systems. When you attach a smart label to an item, you instantly connect it to your inventory tracking platform. This connection enables you to identify, locate, and monitor each product in real time.
With smart labels, you no longer rely on manual entry or line-of-sight scanning. You gain a direct digital link to every item, which streamlines your operations and reduces costly mistakes.
The main mechanisms that enable instant data capture and transmission include:
- RFID Technology: These labels use radio waves to communicate with readers, allowing you to identify and track items automatically—even when they are not visible.
- NFC Technology: Near Field Communication supports secure, close-range data exchange, which is ideal for consumer interaction and product authentication.
- Anti-Collision Mechanism: This feature lets you scan multiple items at once without interference, making bulk inventory checks fast and accurate.
- IoT Integration: Smart labels connect to IoT networks, giving you real-time updates on environmental conditions like temperature and humidity.
- Edge and Cloud Computing: These technologies process data quickly, either near the source or remotely, so you can make decisions based on the latest information.
Seamless Data Sharing Across Systems
Smart labels enable seamless data sharing across your entire operation. As soon as you scan or update an item, the information flows automatically to your inventory management software and other connected platforms. This process eliminates manual data entry and ensures that everyone in your organization works with the most current information.
- Anti-collision mechanisms allow you to scan hundreds of items at once, sending data instantly to your systems.
- IoT integration means you can monitor item conditions and locations in real time, supporting proactive inventory management.
- Edge computing processes data on-site, reducing delays and supporting fast, informed decisions.
Tip: Seamless data sharing helps you avoid bottlenecks and keeps your supply chain technology running smoothly.
Real-Time Visibility for Inventory Management
Immediate Updates on Stock Levels
You gain real-time visibility into your inventory with smart labels. As products move through your warehouse or supply chain, the system updates stock levels automatically. This automation reduces human error and increases accuracy compared to traditional barcode scanning, which requires manual input and line-of-sight. RFID smart labels let you scan multiple items at once, making inventory audits faster and more reliable.
| Feature | RFID Product Labels | Traditional Barcodes |
|---|---|---|
| Technology | Uses radio frequency, enabling wireless data capture without line-of-sight | Uses optical scanning, requires direct line-of-sight |
| Read Range | Several feet, allowing multiple items to be scanned simultaneously | A few inches, scanning one item at a time |
| Data Capture | Automatic, real-time, and simultaneous for multiple items | Manual, one-by-one scanning |
| Accuracy | High, reduces human error and inventory shrinkage through automation | Lower, prone to human error and missed scans |
| Speed | Fast inventory audits possible, reducing downtime and enabling frequent counts | Slower audits, time-consuming manual scanning |
| Data Storage | Can store and update detailed data (batch numbers, expiry dates) | Limited to static printed information |
| Integration | Seamless with inventory management systems for real-time updates | Limited integration capabilities |
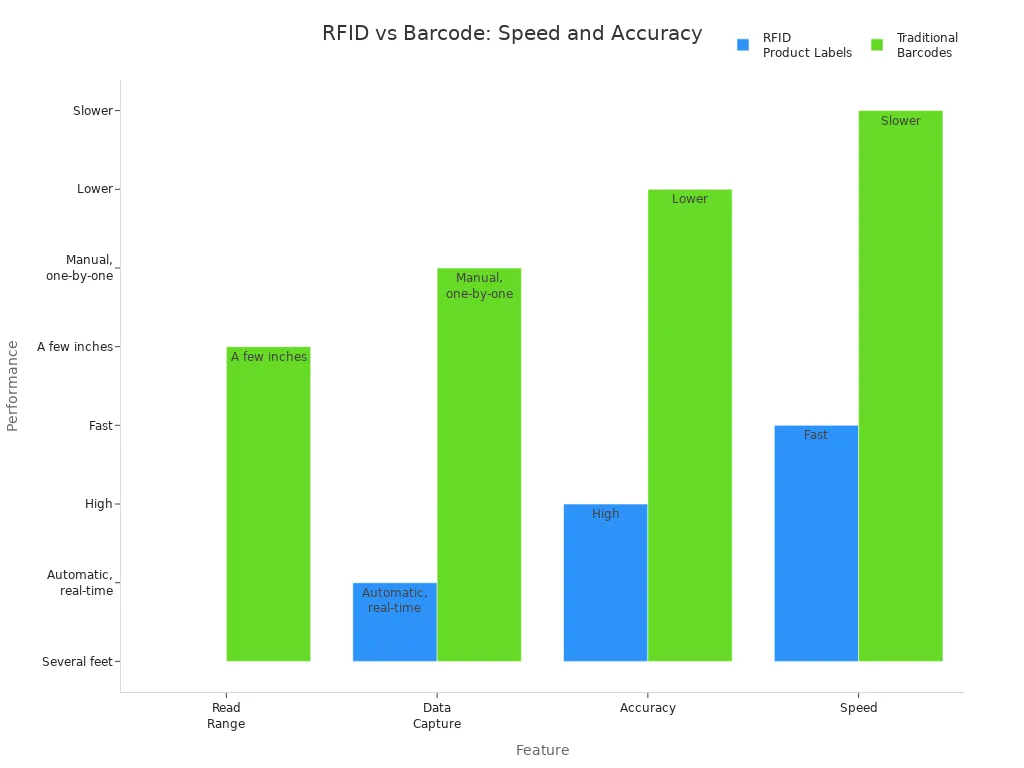
You can see that RFID smart labels outperform traditional barcodes in speed, accuracy, and integration. This advantage allows you to conduct frequent, efficient audits and maintain reliable, up-to-date data.
Enhanced Supply Chain Transparency
Smart labels give you end-to-end supply chain visibility. You can track each item’s location, status, and condition as it moves from supplier to warehouse to customer. This transparency helps you identify bottlenecks, prevent stockouts, and reduce shrinkage.
- Smart labels provide real-time tracking and continuous visibility, which addresses the fragility exposed by recent global supply chain disruptions.
- Embedded trackers help reduce theft and fraud, increasing accountability.
- You can monitor environmental conditions, such as temperature and humidity, which is crucial for perishable goods.
- Integration with IoT and analytics platforms enables predictive maintenance and dynamic routing, improving delivery times and operational efficiency.
- Blockchain integration creates tamper-proof records, supporting compliance and trust across your supply chain.
Note: With smart labels, you transform your supply chain from a reactive process into an intelligent, data-driven network.
Smart labels not only improve inventory accuracy but also support sustainability by reducing waste and optimizing routes. You meet consumer demand for transparency and ensure product integrity at every stage.
What Are Smart Labels and Their Key Technologies

Defining Smart Labels
Digital Technology Embedded in Labels
You encounter smart labels as a new generation of labeling that goes far beyond traditional printed tags. These labels embed digital components such as microchips, antennas, and sensors directly into the packaging. With these features, you can store, transmit, and update data dynamically. Unlike conventional labels that only display static information, smart labels allow you to interact with products in real time. You gain instant access to details like product origin, freshness, and usage tips. This digital integration bridges the gap between physical items and digital platforms, making your inventory management more efficient and transparent.
Interactive and Automated Features
Smart labels offer interactive and automated features that transform how you manage inventory. You can track products automatically, verify authenticity, and monitor environmental conditions such as temperature or humidity. Some smart labels even change color to indicate temperature changes or use augmented reality to provide guided experiences. When you use these labels, you reduce manual intervention and minimize errors. You also enhance product security and customer engagement by providing instant access to tutorials, product information, and authenticity verification.
Tip: Smart labels help you automate inventory tracking, reduce losses, and streamline your operations.
Core Smart Label Technology
RFID Tags and NFC Chips
RFID tags form the backbone of many smart label systems. You benefit from wireless data transmission without needing line-of-sight, which allows you to scan multiple items at once—even from a distance. This capability proves essential for inventory and supply chain management, where you need to track assets through various stages. NFC chips, on the other hand, enable short-range, battery-free communication. You can tap your smartphone to an NFC-enabled label for instant product authentication, mobile payments, or real-time content updates. These technologies support automation and real-time monitoring in industries such as retail, logistics, and healthcare.
QR Codes and Barcodes
QR codes provide a cost-effective entry point to smart labels. You can print them easily and link them to dynamic online content. By scanning a QR code, you access webpages, videos, manuals, or traceability information. This approach enhances consumer engagement and supports supply chain tracking. While traditional barcodes offer only static data, QR codes connect you to updatable digital resources, making your inventory management more flexible and responsive.
Bluetooth and IoT Sensors
Bluetooth and IoT sensors expand the capabilities of smart labels even further. With Bluetooth-enabled labels, you track assets over larger areas and access real-time location data. IoT sensors monitor environmental conditions, such as temperature and humidity, which is vital for cold chain logistics and sensitive goods. These technologies integrate seamlessly with your wireless infrastructure, providing you with continuous, actionable insights.
| Technology | Contribution to Smart Labels | Key Benefits and Applications |
|---|---|---|
| RFID tags | Wireless, long-range, bulk scanning | Automate warehousing, track assets, improve supply chain |
| NFC chips | Short-range, tap-to-interact, battery-free | Product authentication, mobile payments, real-time updates |
| QR codes | Printable, links to dynamic content | Consumer engagement, supply chain tracking |
| Bluetooth sensors | Real-time location tracking, wireless integration | Asset visibility, data access, integration with networks |
| IoT sensors | Environmental monitoring (temperature, humidity) | Cold chain logistics, condition monitoring |
Note: By combining these technologies, smart label technology delivers real-time visibility, automation, and security for your inventory management.
How Smart Labels Work: Step-by-Step Process
Data Encoding and Item Identification
Assigning Unique Digital Signatures
You start by assigning each item a unique digital signature. This process ensures that every product in your inventory stands out and can be tracked individually. Here’s how you typically encode data onto a smart label:
1. Collect the data you want to store, such as product details or unique identification numbers. 2. Format this data into a protocol compatible with your system, like EPC or UID. 3. Use an RFID encoder to write the formatted data onto the label’s microchip. 4. Optionally, lock the data to prevent unauthorized changes, which is crucial for security.
You can include information such as unique identification numbers, product names, batch numbers, expiry dates, and even security codes. This level of detail supports precise tracking and traceability throughout your supply chain.
Automatic Item Recognition
Once you have assigned digital signatures, your inventory system can automatically recognize each item. Smart labels allow you to scan products without manual input or line-of-sight requirements. The system instantly identifies items as they move through your warehouse or retail space. This automation reduces errors and speeds up inventory processes.
Data Collection and Transmission Methods
Wireless Communication Protocols
Smart labels use advanced wireless protocols to collect and transmit data. The following table outlines common methods and their reliability features:
| Method/Technology | Description | Reliability Features |
|---|---|---|
| Push Data Acquisition | Devices send data proactively for real-time tracking and updates. | Multi-receiver triangulation, geofencing alerts, crowdsourcing for lost shipments. |
| Pull Data Acquisition | Manual scanning with RFID or barcodes. | Less real-time, depends on human intervention. |
| Bluetooth | Battery-powered labels transmit location and status in warehouses. | Accurate triangulation, long battery life. |
| 5G Cellular | Remote updates and geofencing for shipments. | Secondary status updates, IoT integration, predictive analytics. |
| Metadata Hierarchy | Combines barcodes, QR codes, and SKUs for automated tracking. | End-to-end visibility, reduces aggregation errors. |
| Environmental Sensors | Monitor temperature and humidity for sensitive goods. | Ensures product quality and traceability. |
You benefit from technologies like RFID, NFC, and QR codes, which enable you to track products and transmit information without manual scanning. Environmental sensors embedded in smart labels help you monitor storage conditions, ensuring product safety.
Integration with Inventory Management Software
You connect your smart label system directly to your inventory management software. This integration allows automatic updates as soon as data is collected. You eliminate manual entry, reduce errors, and maintain accurate records. Your system can also trigger alerts for low stock or environmental issues, helping you act quickly.
Real-Time Data Integration
Synchronizing Inventory Across Platforms
You achieve seamless synchronization by encoding inventory data—such as product name, batch number, and storage location—onto each label. NFC readers in your warehouse or store scan these labels and send the information to your ERP system. Middleware and APIs handle communication between devices and platforms, ensuring that your inventory records update instantly across all channels.
Tip: Secure communication protocols, like AES encryption, protect your inventory data during transmission and storage.
Analytics and Dashboard Visualization
You gain access to real-time data analytics and dashboard visualization tools. These platforms display inventory status, trends, and alerts in a user-friendly format. Technologies like 5G, cloud computing, and IoT enhance your ability to analyze data and make informed decisions. You can visualize stock levels, track product movement, and identify bottlenecks, all from a single dashboard.
Applications of Smart Labels in Inventory Management
Automated Stock Monitoring
Real-Time Inventory Counts
You can transform your inventory tracking with smart labels. RFID tags allow you to scan hundreds of items at once, even from a distance. This technology eliminates the need for manual, item-by-item checks. You gain accurate, real-time inventory counts with minimal labor. RFID-enabled shelves and pallets track item movement automatically, reducing errors and saving time. You no longer need to worry about missed scans or outdated records.
- Smart labels automate order processing and improve stock accuracy.
- RFID technology supports bulk and remote scanning, making audits faster.
- Integration with warehouse management systems ensures seamless updates.
Tip: Automated inventory counts help you maintain optimal stock levels and reduce shrinkage.
Low Stock and Reorder Alerts
Smart labels provide instant alerts when stock runs low or items are misplaced. Your system can trigger automatic reorder requests, preventing stockouts and lost sales. RFID and IoT sensors detect when products leave the shelf or warehouse, updating your inventory in real time. You receive notifications for low stock, incorrect placement, or potential theft.
- Automatic alerts reduce manual monitoring.
- You optimize supply chain efficiency and avoid costly delays.
- Real-time tracking supports proactive decision-making.
Enhanced Traceability and Product History
Location Tracking Throughout the Supply Chain
You assign each product a unique digital identity using QR codes, RFID, or NFC tags. This identity enables you to track items from production to shipping and retail. You monitor each step in the supply chain, ensuring products reach their destination safely. IoT sensors provide real-time updates on location and environmental conditions, such as temperature and humidity. This level of traceability helps you maintain product quality and respond quickly to any issues.
- Smart labels improve transparency and trust across your supply chain.
- Blockchain integration creates tamper-proof records for each product journey.
- Automated systems reduce human error and speed up recalls.
Authenticity and Safety Verification
You can verify product authenticity and safety with a simple scan. NFC tags let consumers use their smartphones to check product history and confirm legitimacy. QR codes display details like origin, expiry dates, and allergens, supporting food safety and compliance. Tamper-evident features alert you to unauthorized access, protecting product integrity.
- Smart labels prevent counterfeiting and ensure regulatory compliance.
- Automated labeling systems increase accuracy and reduce manual mistakes.
- Interactive elements engage consumers and provide transparency.
Industry Examples of Smart Label Use
Retail and E-commerce
You see smart labels widely adopted in retail and e-commerce. RFID technology enables real-time product tracking, reducing manual stock checks and stockouts. Retailers like Walmart have improved inventory accuracy by 25% through large-scale RFID deployment. Electronic Shelf Labels (ESL) support dynamic pricing and save labor costs. NFC and QR codes enhance customer experience by providing instant product details and care instructions.
- Loss prevention improves with RFID-triggered alarms.
- Smart labels support omnichannel strategies and boost customer satisfaction.
Warehousing and Logistics
In warehousing, you use RFID tags to automate inventory management and track goods moving in and out of storage. This automation increases accuracy and efficiency. In logistics, smart labels with GPS and sensors enable real-time tracking of shipments. You monitor the condition of sensitive goods, such as pharmaceuticals and perishables, ensuring they remain safe during shipping.
- RFID technology cuts shipment processing times by 50%.
- Asia-Pacific leads in RFID adoption, deploying billions of tags annually for logistics and asset tracking.
Note: The applications of smart labels span multiple industries, driving efficiency, accuracy, and transparency in inventory management.
Key Benefits of Smart Labels for Businesses
Improved Inventory Accuracy
Reducing Human Error
You can significantly reduce human error in your inventory management by using smart labels. Manual processes often lead to mistakes such as missed scans, incorrect data entry, or misplaced items. Smart labels automate data capture and product tracking, which minimizes these risks.
- RFID technology enables real-time tracking, helping you avoid stockouts, overstocking, and lost inventory.
- Automation of inventory checks reduces the need for manual scanning and data entry, which are common sources of mistakes.
- Employees spend less time on repetitive tasks and more time on higher-value activities, improving overall efficiency.
When you automate routine inventory tasks, you create a more reliable and accurate system.
Reliable, Up-to-Date Data
Smart labels provide you with reliable, up-to-date data at every stage of your supply chain. Technologies like RFID and NFC allow you to track products accurately from warehouse to delivery. Real-time tracking ensures your inventory records stay precise, even as items move quickly through your operation.
- You can scan multiple items at once, speeding up inventory checks and reducing the chance of errors.
- Continuous monitoring prevents discrepancies caused by delayed or incorrect manual updates.
- Automated data capture supports better forecasting and reduces labor costs.
Labor and Cost Efficiency
Minimizing Manual Processes
You streamline your operations by minimizing manual processes with smart labels. Automation reduces the need for manual counting, scanning, and data entry. This shift not only lowers the risk of mistakes but also frees your staff to focus on more strategic tasks.
- A Canadian electronics retailer saw a 15% reduction in labor costs after adopting electronic shelf labels.
- Integration of AI with smart labels enables dynamic pricing and targeted promotions, further reducing wasted resources.
Faster Inventory Audits
Smart labels make inventory audits faster and more accurate. You can scan hundreds of items at once, which shortens audit times and reduces downtime. This efficiency allows you to conduct more frequent audits, keeping your records current and reliable.
- Bulk scanning with RFID speeds up the process compared to traditional methods.
- Automated updates ensure your inventory data reflects real-time conditions.
Faster audits mean you can respond quickly to changes in demand or supply chain disruptions.
Better Decision-Making with Real-Time Insights
Actionable Data for Operations
Smart labels give you access to actionable data that supports better operational decisions. Advanced analytics and customizable parameters help you act on real-time insights. You can monitor stock levels, track product locations, and receive alerts for route deviations or dwell times.
- Real-time environmental monitoring enhances safety and product quality.
- Predictive analytics improve equipment uptime and resource allocation.
- Integration with your supply chain systems consolidates data into a single dashboard for easy analysis.
Responsive Supply Chain Management
You gain a responsive supply chain with smart labels. Real-time visibility lets you identify bottlenecks or interruptions immediately. You can monitor the location and status of goods, prevent overstocking or understocking, and ensure product quality during distribution.
- Bluetooth and 5G connectivity provide precise tracking in transit and warehouses.
- Low-power sensors enable continuous monitoring and tamper alerts for sensitive goods.
- Unified data helps you optimize inventory flows and respond quickly to disruptions.
With smart labels, you build a supply chain that adapts to challenges and supports sustainable growth.
Overcoming Challenges with Smart Label Technology
Managing Implementation Costs
Upfront Investment vs. Long-Term Savings
You may face high initial costs when adopting smart labels. Expenses include purchasing the labels, installing readers, and upgrading infrastructure to process data. These costs can be significant, especially for smaller businesses or those with tight margins. You need to conduct a thorough cost-benefit analysis to assess the return on investment. Over time, automation and improved accuracy can offset these upfront expenses by reducing labor costs and minimizing inventory errors.
- High initial costs of smart labels themselves
- Expenses for infrastructure to read and process data
- Costs related to integration with existing systems
- Importance of conducting a cost-benefit analysis to assess ROI
Tip: Start with a pilot program to measure savings and operational improvements before scaling up.
Cost-Effective Solutions for Small Businesses
You can manage costs by choosing scalable solutions. Begin with a limited rollout in high-impact areas, then expand as you see results. Partnering with providers who offer flexible pricing models helps you control expenses. Many vendors now offer subscription-based services or pay-as-you-go options, making smart labels more accessible for small businesses.
- Start small with scalable solutions
- Partner with flexible pricing providers
Integration with Existing Systems
Compatibility and Customization
Integrating smart labels with your current inventory management system requires careful planning. You connect barcode, RFID, or sensor-enabled labels using API connections, middleware, and data import/export tools. Real-time data updates and seamless integration with ERP or warehouse management systems are essential. You may encounter obstacles such as employee resistance, legacy software compatibility issues, and training gaps.
- Integration focuses on real-time data updates
- Common obstacles include employee resistance, legacy system difficulties, and label durability concerns
Best Practices for Smooth Adoption
You can follow best practices to ensure a smooth transition:
- Coordinate technology and training across all stakeholders.
- Provide ongoing training for staff managing smart label deployment.
- Plan for integration with legacy systems, which may require upgrades or custom solutions.
- Partner with experienced providers for tailored integration.
- Comply with industry standards like GS1 for global interoperability.
- Conduct needs assessments and pilot programs to justify ROI.
- Establish standardized labeling processes and centralized master data management.
Note: Careful planning and collaboration with technology partners help you overcome technical hurdles and maintain smooth operations.
Data Security and Privacy
Protecting Sensitive Inventory Information
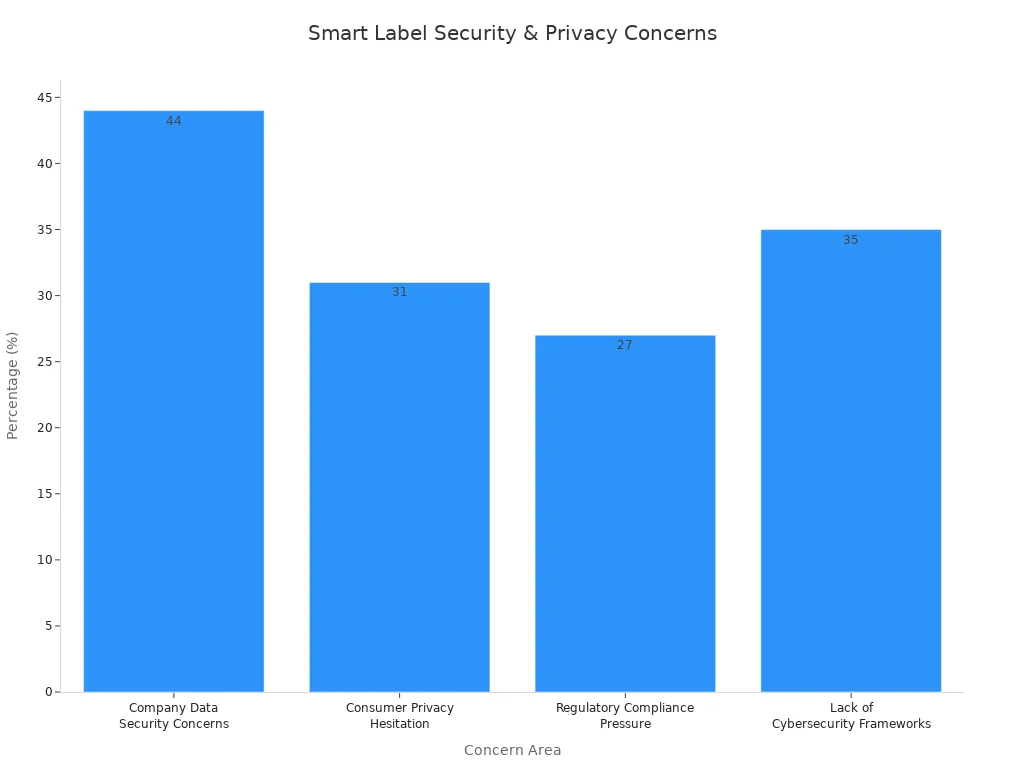
You must address data security when implementing smart labels. These systems transmit sensitive information, making robust security measures essential. Encryption technologies, regulated data access, and staff training help prevent data breaches and protect consumer privacy. Cloud integration increases security risks, so you need a strong cybersecurity framework.
| Concern Area | Description | Percentage |
|---|---|---|
| Company Data Security Concerns | Worries about data security risks due to cloud integration in smart label systems | 44% |
| Consumer Privacy Hesitation | Consumers reluctant to interact with smart labels because of privacy fears | 31% |
| Regulatory Compliance Pressure | Retailers and manufacturers facing audits for data handling practices | 27% |
| Lack of Cybersecurity Frameworks | Firms reporting insufficient cybersecurity frameworks to protect real-time data from smart tags | 35% |
Tip: Regularly update your security protocols and educate your team about privacy risks.
Compliance and Risk Management
You must comply with industry regulations when using smart labels. RFID and sensor-enabled labels support real-time tracking and product authenticity verification, which helps you meet regulatory requirements. Tamper-evident features protect product safety and brand reputation. Integration with IoT and cloud infrastructures provides detailed traceability and transparency, aiding compliance. Regional regulations, such as those in the European Union, drive adoption and risk mitigation.
- Use tamper-evident labels for product safety
- Monitor environmental factors to meet legal standards
- Automate data capture to reduce manual errors and enhance supply chain visibility
Future Trends and Expanding Applications of Smart Labels
Advancements in Smart Label Technology
Smarter Sensors and Predictive Analytics
You will see rapid progress in sensor technology for smart labels. New sensors now detect multiple parameters, such as temperature, humidity, and even gases, with greater sensitivity. These advances help you monitor spoilage and pathogens more accurately, which is essential for food safety and pharmaceuticals. Printable electronics make it possible to produce these labels at scale and at a lower cost.
Artificial intelligence and machine learning play a growing role. You can use predictive analytics to anticipate supply chain disruptions, optimize asset use, and prevent losses. AI-powered smart labels analyze product movement and environmental data, giving you early warnings about potential issues. This shift from reactive to predictive management allows you to act before problems escalate.
Tip: Predictive analytics models help you forecast spoilage and demand, so you can make proactive decisions and reduce waste.
Enhanced Connectivity with IoT
IoT connectivity transforms how you track and manage inventory. You can now use sensors like RFID, Bluetooth Low Energy, and 5G to monitor stock in real time, both in warehouses and during transit. These smart labels send data automatically, so you do not need manual scanning. This push data method improves efficiency and accuracy.
You benefit from seamless integration across your supply chain. IoT-enabled smart labels support backward compatibility, so you can upgrade your system without changing your standard procedures. Existing infrastructure, such as Wi-Fi routers, can capture Bluetooth signals for precise location tracking. Disposable smart labels with long-lasting batteries ensure continuous data transmission.
Note: Enhanced IoT connectivity supports real-time inventory tracking, automated replenishment, and better communication among supply chain partners.
New Applications of Smart Labels
Beyond Inventory—Quality Control and Anti-Counterfeiting
Smart labels now go far beyond inventory management. You can use them for quality control by monitoring temperature and freshness in food and medicine. Time Temperature Indicators (TTIs) track exposure to temperature changes, giving you real-time shelf-life information. Some labels detect freshness after opening by sensing humidity or pH changes, alerting you to spoilage.
Anti-counterfeiting features have become more advanced. Unique digital codes, tamper-evident seals, and instant verification through smartphone apps make it difficult to replicate products. Blockchain technology logs every product event in a secure, unchangeable ledger, increasing transparency and trust. Dynamic labels can update in real time to show freshness, allergen information, or temperature exposure, improving safety and compliance.
Industry-Specific Innovations
You will find industry-specific innovations driving the next wave of smart label adoption. In healthcare, these labels enable precise tracking of medical devices and pharmaceuticals, supporting cold-chain compliance and patient safety. In the food sector, smart labels with temperature indicators and traceability features help you meet safety regulations and reduce waste. Manufacturing benefits from improved item identification and operational efficiency, as well as enhanced security through AI-driven anomaly detection.
Manufacturers now use recyclable and biodegradable materials for smart labels, supporting sustainability goals. Configurable form factors and compatibility with low-cost gateways make deployment easier across different industries. Enhanced security features, such as encryption and message authentication, protect sensitive data and ensure compliance.
By embracing these innovations, you strengthen supply chain intelligence and position your business for future growth.
Smart labels transform your inventory management by giving you real-time, actionable insights. You gain improved accuracy, efficiency, and traceability across your operations. Companies like Amazon and Walmart use these technologies to automate stock handling and reduce errors.
- Barcode and RFID systems speed up data processing and minimize mistakes.
- Real-time visibility enables timely replenishment and better stock management.
By addressing challenges, you maximize ROI and make faster, data-driven decisions.
FAQ
What is a smart label?
A smart label uses digital technology, such as RFID, NFC, or sensors, to store and transmit data. You can track products, monitor conditions, and access real-time information with a simple scan.
How do smart labels improve inventory accuracy?
You reduce manual errors by automating data capture. Smart labels update your inventory records instantly, so you always have accurate, up-to-date stock information.
Can you integrate smart labels with existing inventory systems?
Yes. Most smart label solutions support integration with popular inventory management software. You can use APIs or middleware to connect your smart labels to your current systems.
Are smart labels secure?
You protect your data with encryption and secure communication protocols. Regular updates and staff training help you maintain strong security and comply with regulations.
What industries benefit most from smart labels?
You see the biggest impact in retail, logistics, healthcare, and food industries. These sectors rely on accurate tracking, real-time monitoring, and product authentication.
How do smart labels help prevent counterfeiting?
You use unique digital codes and tamper-evident features. Customers and staff can verify authenticity with a quick scan, which helps you protect your brand and consumers.
Do smart labels require special equipment?
You need compatible readers or scanners, such as RFID readers or smartphones with NFC capability. Many systems work with standard devices, making adoption easier.
Tip: Start with a pilot program to test smart labels in your environment before full deployment.

